Metoda MIG/MAG
Zařízení pro svařování metodou MIG/MAG:
MIG/MAG metoda svařování (Metal Inert Gas / Metal Active Gas)
Metoda MIG/MAG je poloautomatické svařování pod ochranou atmosférou inertního plynu (argon) nebo aktivního plynu (CO2) které využívá k hoření oblouku odvíjející se cívku přídavného materiálu. Tato metoda svařovaní se stala hitem v tomto století pro svou jednoduchost ovládání a rozsahem použití. Využívá se pro výrobní svařování s požadavkem na produktivitu práce.


Master M je nová řada multiprocesních přenosných a kompaktních zdrojů o výkonu 200A, 320A, 350A určené pro montážní i dílenské svařování metodou MIG/MAG, SynergicMIG, PulseMIG, Double PulseMIG, TIG DC, MMA. Nová generace softwarů řady MaxSpeed, MaxPosition, MaxCool. Nahrazuje stávající řadu FITWELD, KEMPACT MIG, KEMPACT PULSE.




Zařízení pro svařování metodou MIG/MAG:
MIG/MAG metoda svařování (Metal Inert Gas / Metal Active Gas)
Metoda MIG/MAG je poloautomatické svařování pod ochranou atmosférou inertního plynu (argon) nebo aktivního plynu (CO2) které využívá k hoření oblouku odvíjející se cívku přídavného materiálu. Tato metoda svařovaní se stala hitem v tomto století pro svou jednoduchost ovládání a rozsahem použití. Využívá se pro výrobní svařování s požadavkem na produktivitu práce.
SYNERGIC MIG
Je funkce, která umožňuje ovládat zařízení „jedním potenciometrem POWER" plynule lze měnit výkon zařízení buď na ovládacím panelu nebo přímo na hořáku i během svařování. Všechny parametry svařování se automaticky mění podle výkonu. Dalším potenciometrem je možná korekce napětí oblouku která mění zároveň i výšku hoření oblouku od materiálu. Dalším ovládacím prvkem je dynamika oblouku kterou můžeme regulovat tvrdost oblouku a rozstřik.
PULSE MIG a DOUBLE PULSE MIG
Je metoda která využívá bezrostřikový a vysoce kvalitní proces svařování všech materiálů Fe, Ss, Al a jejich slitin. Tato funkce je plně řízena digitálně mikroprocesorem za použití programů od výrobce. Funkce Double Pulse se využívá pro svařování hliníku a jejich slitin. Při aktivaci této funkce se automaticky mění svařovací proud včetně rychlosti posuvu drátu v pulsním průběhu. Největší předností této metody je čistý svár bez rostřiku, je minimalizována následná oprerace čištění od kuliček.
Software MAX
U řady svařovacích zdrojů MASTER M, X5 FASTMIG, X8 můžeme rozšířit o novou generaci software řady MAX, které modifikují standartní oblouk na speciální aplikace. V nabídce máme 3 typů software:
* Software MaxSpeed je určen pro zvýšení postupové rychlosti a produktivity svařování až o +70%
* Software MaxPosition je pro svařování v polohách PF, PG kdy se střídá Pulsní oblouk se zkratovým obloukem a tím eliminuje gravitaci lázně
* Software MaxCool je pro svařování slabých a pozinkovaných plechů, přemostění mezer a kořenových vrstev studeným obloukem s minimálním vneseným teplem do materiálu
Software WISE
U řady svařovacích zdrojů FASTMIG, X5, X8 můžeme rozšířit o software řady WISE, které modifikují standartní oblouk na speciální aplikace. V nabídce máme 6 typů software:
* Software WiseRoot je pro svařování kořenových vrstev metodou MIG/MAG, použití na materiály s mezerou bez keramických podložek
* Software WisePenetration je pro svařování na dlouhé výlevy drátu např. svařování v nepřístupných míst a úzkých spár
* Software WiseThin je pro svařování slabých a pozinkovaných plechů studeným obloukem s minimálním vneseným teplem do materiálu
* Software WiseFusion je koncentrovaný a krátký oblouk, který vytváží užší svár, menší vnesené teplo, větší penetrace a vyšší rychlost svařování
* Software WiseSteel je globulární oblouk, který střídá zkratový oblouk se sprchovým přenosem pro svařování Fe materiálů
* Software RGT je kombinací software WisePenetration + WiseFusion a používá se pro mechanizované svařování jednotlivých vrstev v úzkých mezer úkosů
UPDATE je možné objednáním správné konfigurace u nového zařízení nebo kdykoliv později přes rozhraní DataGun nebo USB.
MIG/MAG svařování
Svařování MIG/MAG má několik vlastností, které umožňují jeho rozvoj v mnoha směrech ve srovnání s jinými procesy obloukového svařování. Automatické podávání drátu umožňuje využít širokou škálu přesně řízených procesů. Kromě toho vlastnosti různých typů oblouků činí atraktivním nástrojem pro vývoj mnoha variant procesu.
Pulzní MIG/MAG svařování
Při pulzním svařování MIG/MAG je přenos materiálu řízen pulzním proudem. To způsobuje přenos kapek, který probíhá stejným způsobem jako u svařování sprchovým obloukem, bez zkratů. Proudové pulzy jsou aplikovány s vysokou frekvencí na základní proud (obrázek 1), přičemž každý pulz oddělí jednu kapku. Bezzkratového přenosu materiálu je dosaženo při mnohem nižším průměrném svařovacím proudu než u konstantního proudu pulzováním svařovacího proudu. U pulzního svařování MIG/MAG hovoříme o specifickém typu oblouku, pulzním oblouku. Pracovní rozsah pulzního oblouku pokrývá všechny typy oblouků konvenčního svařování MIG/MAG – krátký oblouk, kulový oblouk a sprchový oblouk. Ve srovnání se svařováním krátkým obloukem lze dosáhnout vyššího navařování svarového kovu a rychlosti posuvu, zatímco ve srovnání se svařováním sprchovým obloukem je příkon tepla nižší. Ve srovnání s konvenčním svařováním MIG/MAG dochází k menšímu rozstřiku.
Pulzní MIG/MAG svařování je k dispozici na následujících strojích:
-
X5 FastMig Pulse a X5 FastMig Pulse+
-
X3 FastMig Pulse
-
Master M 355 a Master M 358
-
Mistr M 205
Dvojité pulzní MIG/MAG svařování
Jediný zásadní rozdíl mezi dvojitým pulzním MIG/MAG svařováním a konvenčním pulzním MIG/MAG svařováním spočívá v tom, že kromě svařovacího proudu a napětí oblouku je pulzována i rychlost podávání drátu. Pulzování rychlosti podávání drátu se dosahuje změnou dvou různých úrovní rychlosti s frekvencí výrazně nižší, než je pulzní frekvence svařovacího proudu. Pulzní frekvence rychlosti podávání drátu je typicky v rozmezí 1...10 Hz. Pro diverzifikaci aplikací procesu je na uživateli k nastavení několik parametrů souvisejících s variací těchto dvou úrovní výkonu. Dvojité pulzní MIG/MAG svařování může rozšířit rozsah aplikací MIG/MAG svařování nebo dále zvýšit produktivitu specifických aplikací. Typickými aplikacemi jsou polohové svařování austenitických ocelí a svařování plechů. Proces lze také použít v aplikacích s vysokými nebo jinak specifickými vizuálními požadavky (obrázek 1).
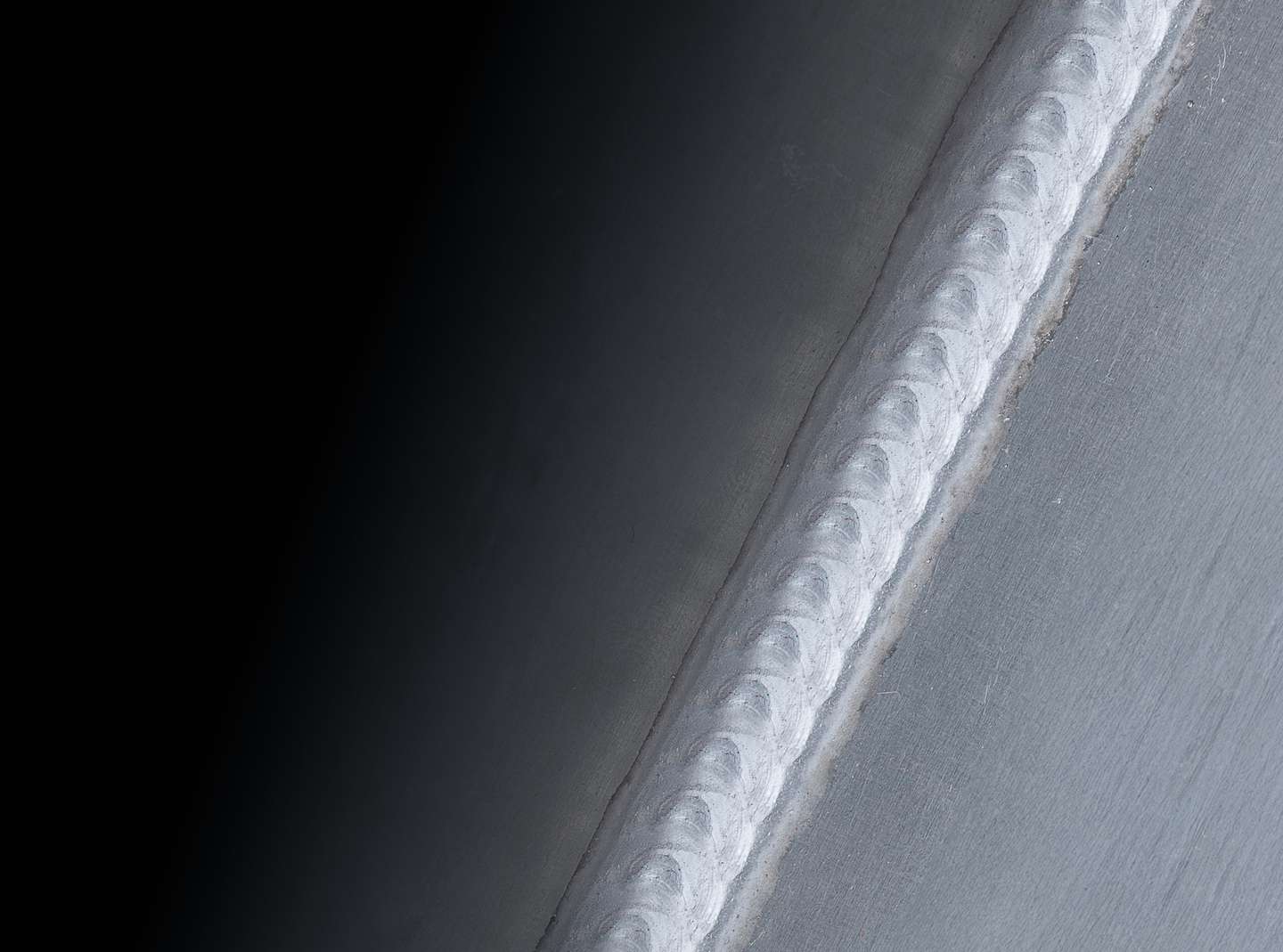
Obrázek 1. Dvojité pulzní MIG svařování v poloze PB. Základní materiál: AlMg 5083. Přídavný materiál: ER 5183 1,2 mm. Ochranný plyn: 100% Ar
Dvojitý pulzní MIG/MAG je k dispozici u následujících strojů:
-
X5 FastMig Pulse a X5 FastMig Pulse+
-
Master M 355 a Master M 358
WiseRoot+
WiseRoot+ je modifikovaný proces zkratového oblouku vyvinutý společností Kemppi pro MAG svařování kořenového svaru nelegovaných, nízkolegovaných a nerezových ocelí. Proces WiseRoot+ je založen na vysoce přesném měření napětí a regulaci proudu, který využívá samostatný měřicí kabel. Zdroj napájení detekuje zkrat, načež se aplikuje řízené zvýšení proudu, které způsobí sevření kapičky přídavného drátu na konci přídavného drátu. Proud se snižuje předtím, než se kapička přídavného drátu oddělí, a uvolnění zkratu je založeno na přesném měření napětí. Zkrat uvolněný při nízkém proudu způsobí stabilní přenos materiálu bez rozstřiku. Po ukončení zkratu se v proudu generuje formovací impuls, který přidává teplo do svarové lázně, ale nepřenáší materiál.
Proces WiseRoot+ lze použít ke svařování tupých spojů trubek a plechů z jedné strany bez podložení kořene (obrázek 2). Proces toleruje různé svařovací polohy a proměnlivé a velké vzduchové mezery. Náročné kořenové svary se tradičně prováděly metodou TIG, která má relativně nízkou produktivitu. S WiseRoot+ lze mnoho takových svarů provádět mnohonásobně rychlejší rychlostí. WiseRoot+ je velmi snadno použitelný proces. Správný svařovací program se volí na základě přídavného drátu a ochranného plynu. Uživatel volí správnou rychlost podávání drátu a všechny další potřebné parametry vycházejí ze zvoleného svařovacího programu. Svářečka má také k dispozici jemné doladění pro úpravu tepelného účinku oblouku, například pro dosažení požadovaného tvaru svarové housenky.
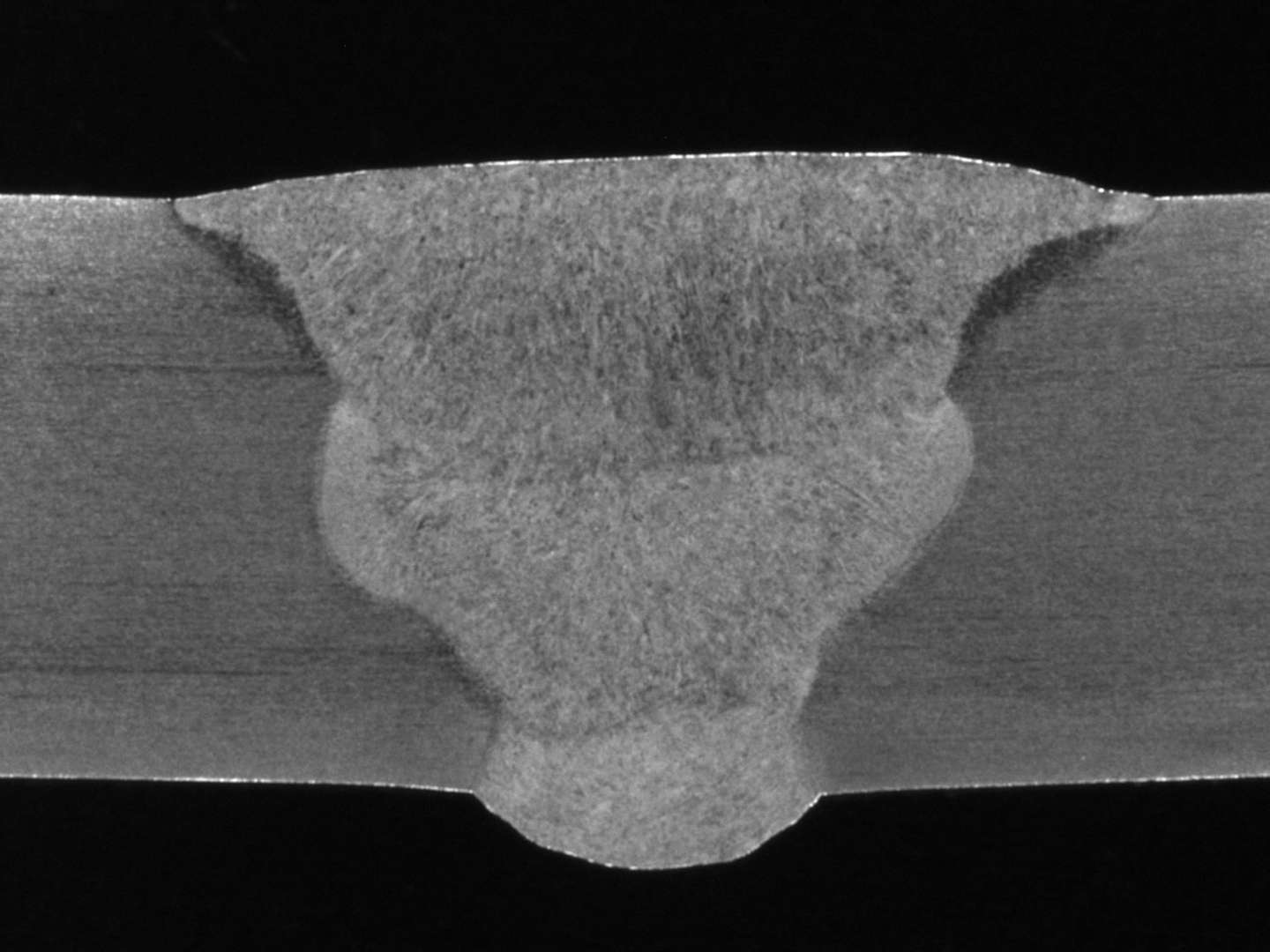
Obrázek 2. Duplexní ocelový tupý spoj s kořenovou vrstvou svařenou technologií WiseRoot+ bez podkladu.
WiseRoot+ je k dispozici na následujících počítačích:
-
X5 FastMig Pulse+
WiseThin+
WiseThin+ je modifikovaný proces svařování krátkým obloukem s podobným principem fungování jako dříve představený WiseRoot+, ale s funkcemi přizpůsobenými pro svařování tenkých plechů. Ve srovnání s WiseRoot+ je tepelný příkon procesu o něco vyšší, aby se dosáhlo hladkých svarů u typů spojů obvykle používaných na plechu, jako jsou překrývající se spoje, koutové spoje a rohové spoje. Ve srovnání s tradičním svařováním krátkým obloukem je však tepelný příkon výrazně nižší, takže deformace svaru jsou menší. Tepelný příkon je také často snížen, protože proces umožňuje vysoké rychlosti svařování. Kromě toho je v mnoha svařovacích aplikacích méně rozstřiku, takže je snížena potřeba dodatečného opracování. WiseThin+ lze použít s většinou typů drátů, průměrů a ochranných plynů pro svařování oceli a nerezové oceli a pájení MIG.
WiseThin+ je k dispozici na následujících strojích:
-
X5 FastMig Pulse+
WiseSteel
WiseSteel je svařovací proces MAG vyvinutý společností Kemppi pro svařování konstrukčních ocelí. Dokáže svařovat různé pevnostní stupně plné i plněné dráty s použitím ochranného plynu Ar + 8...18 % CO2. Výchozím bodem pro vývoj svařovacího procesu WiseSteel bylo zlepšit každý typ oblouku u konvenčního MAG svařování a tím i kvalitu a produktivitu svařování konstrukčních ocelí s různými tloušťkami plechů. Tento proces umožňuje snížit riziko vad svařování při vysokých rychlostech svařování a zároveň dosáhnout nízkého tepelného příkonu potřebného pro oceli s vyšší pevností.
V rozsahu zkratů WiseSteel měří frekvenci zkratu a používá ji k adaptivnímu nastavení napětí. Pokud se například frekvence zkratu začne zpomalovat, napětí se adaptivně upraví na nižší hodnotu, což následně způsobí zvýšení frekvence. Oblast krátkého oblouku procesu WiseSteel lze použít pro tenké plechy o tloušťce 1–3 mm, kořenové svařování a svařování silnějších plechů v polohách. Globulární oblouk je typ oblouku s velkým množstvím rozstřiku při MAG svařování a obvykle by se mu mělo vyhnout. WiseSteel mění rychlost podávání drátu v rozsahu kulového oblouku mezi hodnotami krátkého oblouku a sprchového oblouku o přibližně 2 Hz. Tímto způsobem je průměrný výkon v rozsahu kulového oblouku, ale svařování v rozsahu krátkého a sprchového oblouku probíhá v krátkých periodách. Rozsah kulového oblouku WiseSteel je vhodný zejména pro plechy o tloušťce 4–5 mm. V rozsahu sprchového oblouku je svařovací proud pulzován s frekvencí přibližně 200–300 Hz, což zlepšuje zaostření a stabilitu oblouku při nízkém napětí oblouku. Dobré zaostření oblouku a nízké napětí oblouku (=krátký rozměr oblouku) jsou klíčem k dosažení vysokých rychlostí posuvu a nízkého tepelného příkonu. Řada stříkacích oblouků WiseSteel je obvykle vhodná pro plechy o tloušťce nad 5 mm v polohách PA a PB.
WiseSteel je k dispozici na následujících strojích:
-
X5 FastMig Pulse a X5 FastMig Pulse+
-
X5 FastMig Auto
-
Mistr M 358
WiseFusion
WiseFusion je svařovací funkce, která umožňuje udržet oblouk optimálně krátký za všech okolností, bez ohledu na podmínky, a to díky adaptivnímu řízení. Adaptivní řízení oblouku usnadňuje svářeči práci tím, že eliminuje nutnost jemného doladění délky oblouku. Zdroj napájení detekuje zkraty a udržuje oblouk vždy v mezích zkratu. U pulzního svařování MIG/MAG to znamená, že se někdy kapka během proudového pulzu oddělí bez zkratu a někdy je oblouk tak krátký, že kapka způsobí zkrat. Oblouk WiseFusion je krátký a úzký, takže tavná lázeň je malá a snadno se s ní manipuluje – malá velikost tavné lázně má za následek dobré vlastnosti svařování hliníku v polohách. Energeticky hustý oblouk WiseFusion pomáhá dosáhnout dostatečného provaření, svařovat hluboké drážky a umožňuje vyšší rychlosti svařování.
Relativně nízký tepelný příkon technologie WiseFusion lze využít zejména při svařování vysokopevnostních ocelí. Příliš vysoký tepelný příkon vytváří v transformační zóně svaru širokou, měkčí zónu, což snižuje rázovou houževnatost a pevnost svaru. Nízký tepelný příkon má i další výhody, protože umožňuje vyšší rychlosti svařování než u konvenčních metod, za předpokladu, že parametry svařování jsou nastaveny tak, aby tepelný příkon byl mezi procesy stejný.
WiseFusion je k dispozici na následujících strojích:
-
X5 FastMig Pulse a X5 FastMig Pulse+
-
X5 FastMig Auto
-
Master M 358 a Master M 355
WisePenetration
Při tradičním svařování MIG/MAG způsobuje i malá změna délky vyčnívání drátu drastickou změnu svařovacího proudu. Svařovací proud přímo ovlivňuje průvar. Pokud se například délka vyčnívání drátu prodlouží, může to snadno vést k nedostatečnému průvaru svaru. WisePenetration zabraňuje změně svařovacího proudu aktivním nastavením podávání drátu. Tímto způsobem se zabrání chybám svařování v důsledku změn délek vyčnívání drátu a mechanické vlastnosti svaru se udržují na požadované úrovni. WisePenetration navíc automaticky zajišťuje, aby svařovací proud zůstal v mezích specifikace svařovacího postupu (WPS). Kromě svařovacího proudu WisePenetration také optimalizuje délku oblouku pomocí stejného principu fungování jako dříve představený WiseFusion a aktivního řízení podávání drátu. Tato kombinace stabilizuje proces v situacích, kdy se mění délka vyčnívání drátu.
WisePenetration je k dispozici na následujících strojích:
-
X5 FastMig Pulse a X5 FastMig Pulse+
-
X5 FastMig Auto
-
Mistr M 358
MAX Cool
MAX Cool je modifikovaný proces krátkého oblouku pro svařování kořenového svaru, tenkých plechů a pájení natvrdo. Princip fungování procesu je znázorněn na obrázku 5. Po dynamice zkratu typické pro svařování krátkým obloukem se svařovací proud při uvolnění zkratu rychle sníží na nízkou úroveň, čímž se minimalizuje množství generovaného rozstřiku. Poté se aplikuje tvarovací impuls, který je navržen tak, aby dal svarům požadovaný tvar pomocí vhodného, přesně řízeného tepelného příkonu. Kromě rychlosti podávání drátu je jediným parametrem, který lze regulovat, jemné doladění tepla, které ovlivňuje velikost tvarovacího impulsu a tím i tvar svarového svaru. MAX Cool kombinuje vlastnosti WiseRoot+ a WiseThin+, ale bez nutnosti samostatného kabelu pro měření napětí. Z tohoto důvodu je MAX Cool k dispozici i pro kompaktní svářečky, jako je Master M.
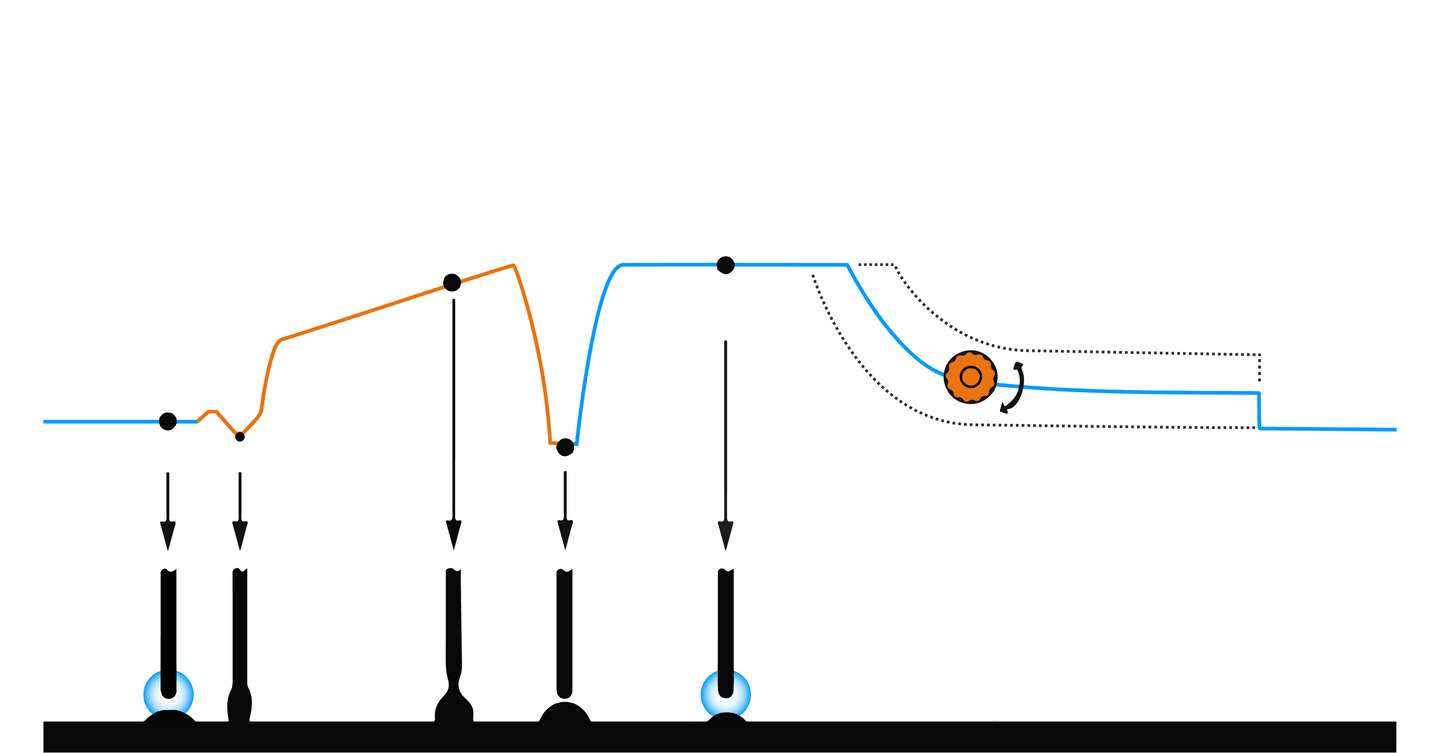
Obrázek 3. Chování svařovacího proudu a přenosu materiálu v procesu MAX Cool. Oranžový knoflík a číselné hodnoty ilustrují vliv jemného doladění tepla.
Ve srovnání s tradičním svařováním krátkým obloukem nebo pulzním svařováním dosahuje proces MAX Cool nižšího tepelného příkonu, což má za následek minimální vady svaru i u tenkých plechů (obrázek 4). Díky nízkému tepelnému příkonu a přesnému řízení oblouku je tavná lázeň snadno regulovatelná, což má za následek vynikající vlastnosti svařování v dané poloze. Kromě toho je svařování i velkých kořenových mezer snadno regulovatelné bez rizika zhroucení tavné lázně. Při svařovacích zkouškách byly na plechu úspěšně svařeny kořenové mezery až do velikosti 12 mm. Ve srovnání s tradičním svařováním krátkým obloukem produkuje proces MAX Cool méně rozstřiku. Hlavní výhodou svařování kořenových vrstev oproti pulznímu svařování je, že není potřeba podklad.
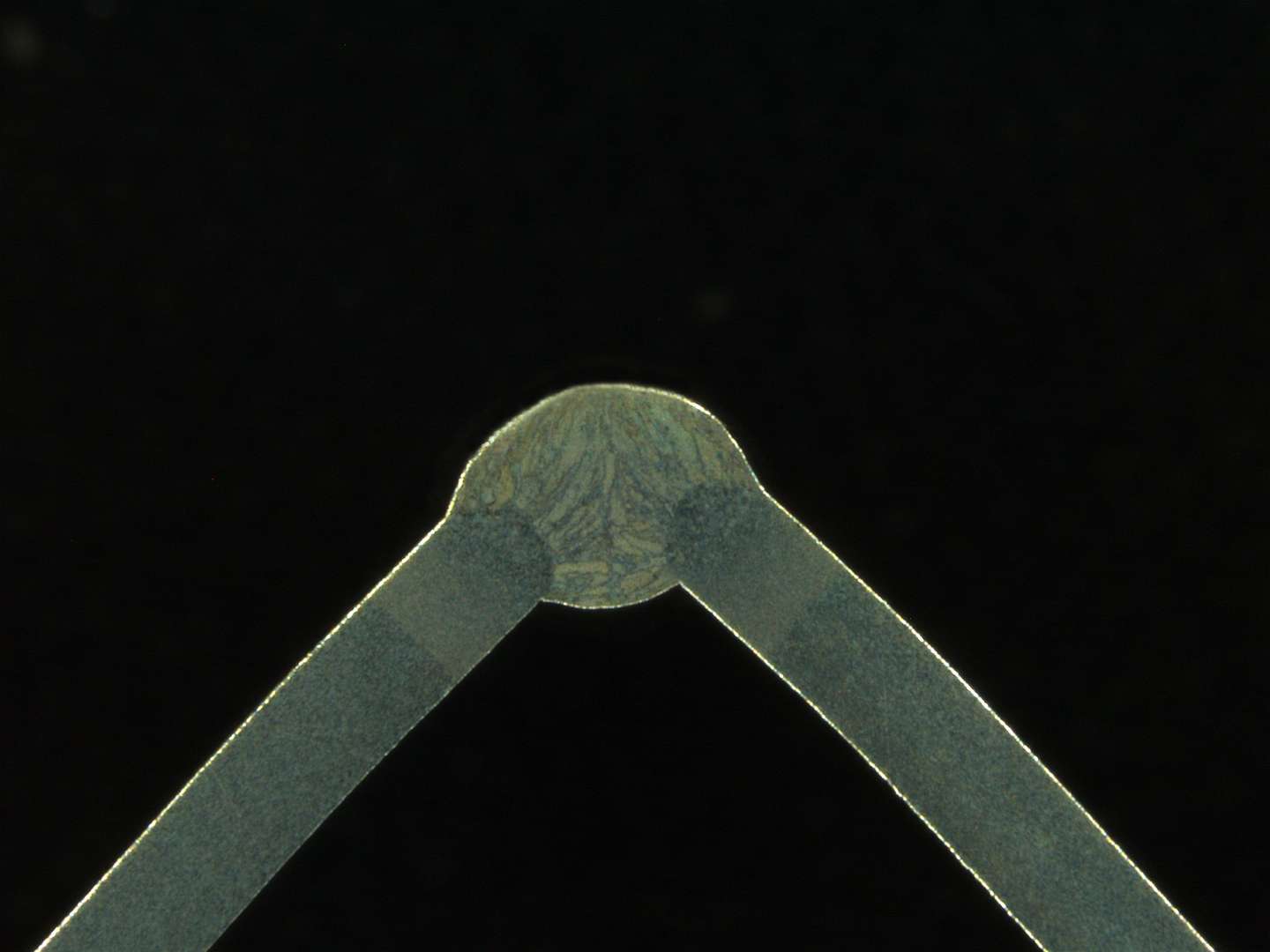
Obrázek 4. Rohový spoj svařený materiálem MAX Cool. Základní materiál je 1mm S355.
MAX Cool je k dispozici na následujících strojích:
-
X5 FastMig Pulse a X5 FastMig Pulse+
-
X5 Auto
-
Master M 355 a Master M 358
-
Mistr M 323
-
Pouze níže uvedené svařovací programy:
-
F02 (0,9 mm Fe a Ar + 18 % CO2 )
-
F03 (1,0 mm Fe a Ar + 18 % CO2 )
-
F23 (1,0 mm Fe a CO2 )
-
M04 (1,2 mm Fe kov a Ar + 18 % CO2 )
-
S03 (1,0 mm Ss a Ar + 2 % CO2 )
-
MAXIMÁLNÍ rychlost
MAX Speed je modifikovaný proces sprchového oblouku, kde je svařovací proud pulzován s vysokou frekvencí. Amplituda pulzu je nižší než u konvenčního pulzního svařování MIG/MAG. Kromě vysoké frekvence je také nízké napětí oblouku. Kombinace těchto faktorů vede k úzkému a krátkému oblouku s ohniskem, které odolá nejvyšším požadavkům na rychlost posuvu při ručním svařování a poskytuje vysoký potenciál pro mechanizované a automatizované svařování. Na rozdíl od tradičního pulzního svařování MIG/MAG je frekvence pulzů udržována konstantní, takže se nemění, pokud se změní délka výstupku.
Technologie MAX Speed byla vyvinuta pro všechny svařitelné jakosti ocelí. Je obzvláště vhodná pro vysokopevnostní oceli, protože nízké napětí oblouku v procesu v kombinaci s vysokou rychlostí posuvu, kterou umožňuje úzký a dobře zaostřený oblouk, vede k velmi nízkému příkonu tepla. Kromě vysoké rychlosti posuvu a nízkého příkonu tepla lze MAX Speed využít také prostřednictvím provaření. Zvýšení rychlosti posuvu umožňuje vyšší rychlost podávání drátu, a tím i zvýšení hloubky provaření. Typický profil provaření procesu je znázorněn na obrázku 5. Toho lze využít například při mechanizovaném svařování, takže svary lze navrhnout menší, což zvyšuje produktivitu svařování. Při vývoji procesu MAX Speed bylo také zjištěno, že malé změny svařovacího proudu a krátká délka oblouku zlepšují toleranci vůči magnetickému rázu, zejména u nelegovaných a nízkolegovaných konstrukčních ocelí, ve srovnání s konvenčním pulzním svařováním.

Obrázek 5. Profil průvaru procesu MAX Speed při rychlosti posuvu 1000 mm/min a rychlosti podávání drátu 16 m/min. Přídavný materiál 1,0 mm OK Autrod 12.51 a ochranný plyn Ar + 18 % CO2. Základní materiál je 5 mm S355.
MAX Speed je k dispozici na následujících strojích:
-
X5 FastMig Pulse a X5 FastMig Pulse+
-
X5 Auto
-
Master M 355 a Master M 358
MAXIMÁLNÍ poloha
MAX Position je synergický proces MIG/MAG pro svařování v polohách, kdy se vysoký a nízký výkon střídá s frekvencí, která umožňuje dobrou kontrolu tavné lázně. Tato frekvence je typicky 0,8...2,5 Hz. Vyšší výkon zajišťuje provaření a nižší výkon ochlazuje tavnou lázeň v náročných svařovacích polohách. U nelegovaných a nízkolegovaných ocelí se používá vyšší výkon pro pulzní oblouk a nižší výkon pro krátký oblouk. Pulzní oblouk se používá při obou výkonech pro nerezovou ocel i hliníkové slitiny.
Poloha MAX je optimalizována pro svařování v poloze PF, ale lze ji použít ve všech možných svařovacích polohách. Tradičně vyžaduje svařování v poloze PF s plným drátem tkalcovský pohyb, ale s pozicí MAX je možné použít přímý posuv. Nastavení procesu je snadné, protože uživatel obvykle stačí upravit tloušťku plechu a poté může svařování přímo zahájit. Ve srovnání s tradičním svařováním krátkým obloukem MAG s tkalcovským pohybem může poloha MAX využít vyšší rychlost posuvu a vyšší průměrnou rychlost podávání drátu, což vede k výrazně efektivnějšímu svařování. Například v porovnávacím testu znázorněném na obrázku 6 dosáhla poloha MAX rychlosti posuvu 180 mm/min ve srovnání se 100 mm/min u konvenční metody. Poloha MAX také umožňuje svařování menší tloušťky svařovacího hrdla, což má za následek nižší tepelný přídavný proud a menší deformaci. Ve srovnání se svařováním s rutilovým přídavným drátem má svařování plným drátem v poloze MAX výhodu v tom, že nedochází ke struskování a má nižší náklady na přídavný materiál.

Obrázek 6. Vlevo, koutový svar PF s polohou MAX s přímým posuvem. Vpravo, koutový svar PF s konvenčním MAG svařováním s kývavým pohybem. Základní materiál 8 mm S355. Přídavný materiál 1,0 mm OK Autrod 12.51 a ochranný plyn Ar + 18 % CO2.
MAX poloha je k dispozici pro následující stroje:
-
X5 FastMig Pulse a X5 FastMig Pulse+
-
Master M 355 a Master M 358
Dotykové zapalování (TSI)
Zapálení oblouku a raná fáze svařování jsou při MIG/MAG svařování obvykle náročné a kritické. Oblouk musí být rychle a spolehlivě zapálen mezi pohybujícím se přídavným drátem a obrobkem, který je obvykle relativně studený. Po zapálení je důležité rychle stabilizovat svařovací proces, například z hlediska délky oblouku, aby se umožnilo vysoce kvalitní svařování a zabránilo se vadám svařování. S ohledem na tyto problémy vyvinula společnost Kemppi technologii Touch Sense Ignition (TSI).
V TSI podavač drátu tlačí přídavný drát směrem k obrobku nízkou rychlostí plíživého startu a napětí naprázdno se používá k detekci zkratu, tj. mechanického kontaktu. Drát je poté okamžitě odtažen o několik milimetrů zpět a současně zdroj energie začne dodávat pilotní proud pro zapálení pilotního oblouku. Během zapálení pilotního oblouku je vydán malý zapalovací impuls, který drát mírně posune dále od obrobku, a zároveň je drát opět tlačen směrem k obrobku rychlostí plíživého startu. Ve vhodné fázi je vydán zapalovací impuls pro zapálení svařovacího oblouku. Ihned poté je drát zrychlen na optimální rychlost podávání svařovacího drátu.
Výhody zapalování Touch Sense spočívají především v tom, že poskytuje svařovacímu drátu prostor pro pohyb před zahájením svařování. Díky tomu se snáze vyhýbá silným zkratům, které způsobují rozstřik a nestabilitu oblouku. Výsledkem je měkký pocit zapálení, který dnes mnoho svářečů preferuje. Díky sníženému počtu vad svařování způsobených rozstřikem a nestabilitou oblouku, jako je podřezání, může zapalování Touch Sense minimalizovat opravy a dokonce i ztráty ve svařovací produkci.
TSI je k dispozici na následujících strojích
-
X5 FastMig Pulse a X5 FastMig Pulse+
-
X5 FastMig Auto
-
Mistr M 355, Mistr M 358 a Mistr M 353
Tabulka pokročilých svařovacích programů kompatibilních se svářečkami Kemppi
|
X5 Pulse+ |
X5 Puls |
X5 Auto |
X3 Puls |
Mistr M 358 |
Mistr M 355 |
Mistr M 353 |
Mistr M 323 |
Mistr M 205 | |
|---|---|---|---|---|---|---|---|---|---|
|
Pulzní MIG/MAG |
X |
X |
X |
X |
X |
X |
|||
|
Dvojitý pulz MIG/MAG |
X |
X |
X |
X |
|||||
|
WiseRoot+ |
X |
||||||||
|
WiseThin+ |
X |
||||||||
|
WiseSteel |
X |
X |
X |
X |
|||||
|
WiseFusion |
X |
X |
X |
X |
X |
||||
|
WisePenetration |
X |
X |
X |
X |
|||||
|
MAX Cool |
X |
X |
X |
X |
X |
X* |
|||
|
MAXIMÁLNÍ rychlost |
X |
X |
X |
X |
X |
||||
|
MAXIMÁLNÍ poloha |
X |
X |
X |
X |
|||||
|
TSI |
X |
X |
X |
X |
X |
X |
*Pouze vybrané svařovací programy
dotaz? V případě jakéhokoliv dotazu ohledně našich produktů nás kontaktujte. napište nám